Case Studies
Problem Statement:
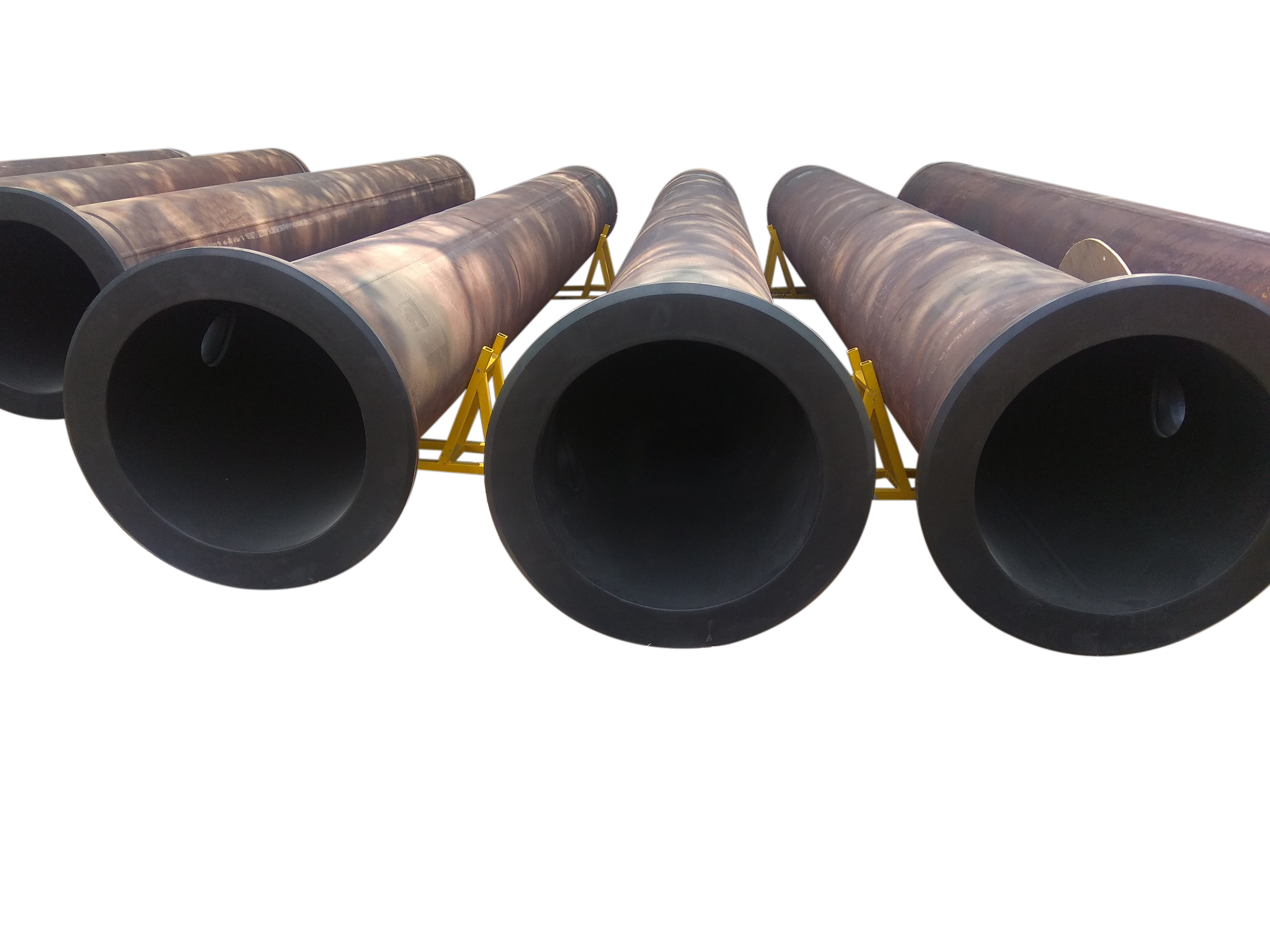 Corrosion issues in Naphtha overhead piping in refinery CDU caused leakages due to pipe damage and needed to be plugged frequently. This was a safety concern. Ami studied the issue in detail and noted the multiple sources of the problem. It included 1) corrosion due to condensation of acidic species 2)Salt deposition and corrosion under deposition 3) Presence of aggressive corrodents: HCl, NH4Cl, H2S, salts, water vapour. No prior tested solution was known to Teflon™ licensor (Chemours) for this problem. Piping system comprised of 72 spools , with total length over 172m. Spool system was coated with 300um conductive PFA and installed in 2015.
Corrosion issues in Naphtha overhead piping in refinery CDU caused leakages due to pipe damage and needed to be plugged frequently. This was a safety concern. Ami studied the issue in detail and noted the multiple sources of the problem. It included 1) corrosion due to condensation of acidic species 2)Salt deposition and corrosion under deposition 3) Presence of aggressive corrodents: HCl, NH4Cl, H2S, salts, water vapour. No prior tested solution was known to Teflon™ licensor (Chemours) for this problem. Piping system comprised of 72 spools , with total length over 172m. Spool system was coated with 300um conductive PFA and installed in 2015.
Solution: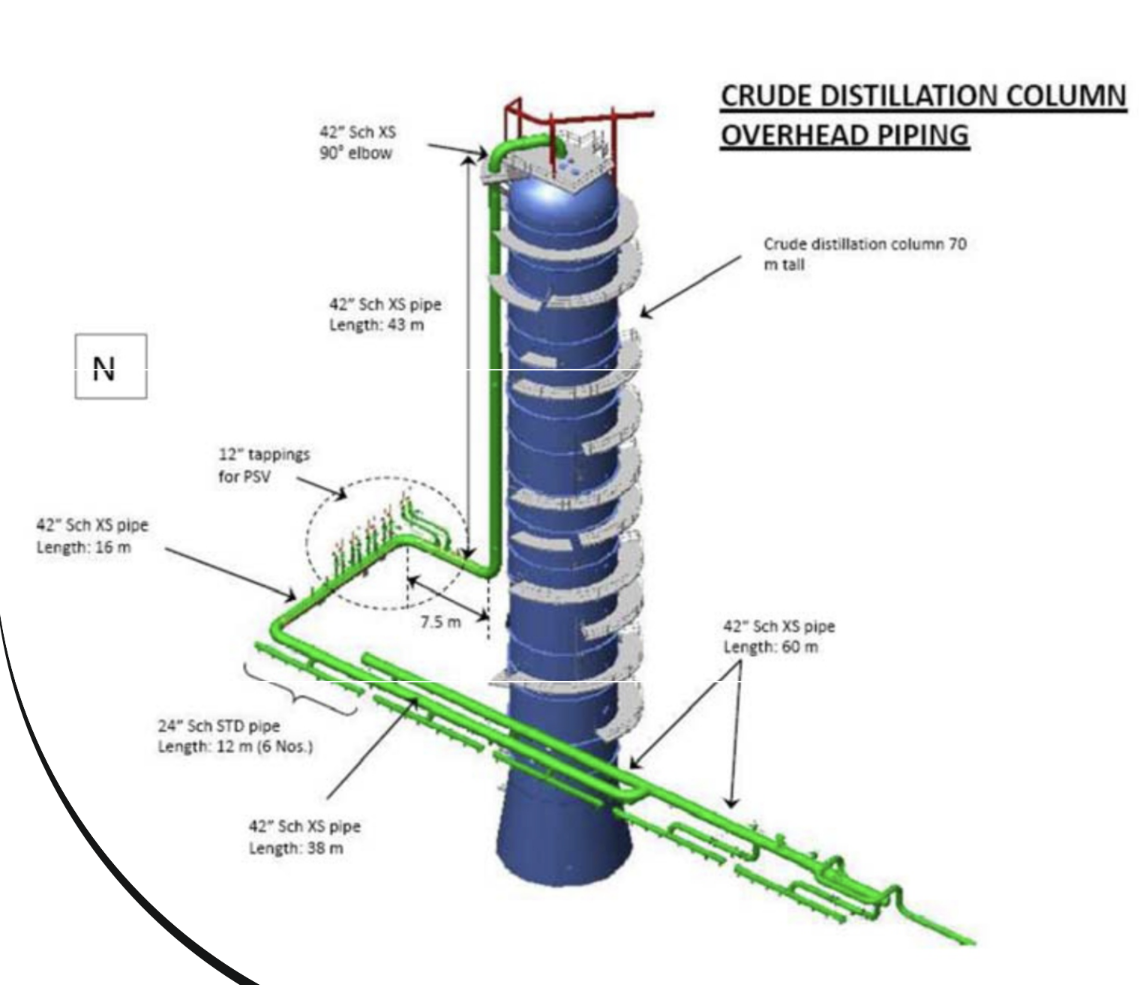
Systematic hypothesis testing was undertaken. 12” PSV Spools were coated and installed. Inspection after some period of operation showed no salt deposition. Selection of appropriate coating thickness helped resolve acid corrosion issues as well. Hypothesis was confirmed and then the fullsystem was coated.
Results/ Impact:
No leakages/ damages or corrosion issues have been seen for over 8 years. With Ami’s RnD and practical experience, we were able to pioneer a solution to one of the industry’s unrelenting problems.
 Problem Statement:
Problem Statement:
A polyethylene plant was suffering from repeated breakdown of the sieve plate. Molten plastic flowing through the sieve, clogged the sieve holes due to stickiness and impeded the product flow. Product accumulated on the sieve plate caused bending, damage to the plate leading to frequent replacement.
Solution:
Teflon™ coating for Sieve Plate which was 94mm thick, 2.7m diameter with 7200 perforations.
Results/ Impact:
After coating, the sieve did not get clogged or damaged.
Problem Statement: Several clients in the chemical industries needed a solution to reduce the breakdown and improve productivity of their glass lined equipment. Glass lining was not sufficient protection against hydrogen fluoride (HF) environment to prevent corrosion. Also, unpredictable breakage of glass caused downtime and delays.
Several clients in the chemical industries needed a solution to reduce the breakdown and improve productivity of their glass lined equipment. Glass lining was not sufficient protection against hydrogen fluoride (HF) environment to prevent corrosion. Also, unpredictable breakage of glass caused downtime and delays.
Solution:
Ami’s solution was a PFA coating, with thickness depending on the use case. Food grade coatings were used where the applications demanded it.
Results/ Impact:
Breakdown has been eliminated and maintenance frequency is lowered. ROI was achieved within a few months.
Problem Statement: For new, large capacity petrochemical plants, licensors are recommending carbon steel with Teflon coating for large vessels instead of stainless steel. At one of our projects in the Middle East, a 200 ton, 1000kl tank had to be coated. Local conditions like hard water presence made the job even more challenging.
For new, large capacity petrochemical plants, licensors are recommending carbon steel with Teflon coating for large vessels instead of stainless steel. At one of our projects in the Middle East, a 200 ton, 1000kl tank had to be coated. Local conditions like hard water presence made the job even more challenging.
Solution:
Ami Polymers was able to coat the large tank successfully with Teflon™ in the project timeline stipulated by the EPC and off-site at the customer’s location.
Results/ Impact:
Ami successfully completed this project and the client was able to replicate this methodology on other global projects. Ami Polymers became the supplier of choice for various EPCs who had access to many other coatings suppliers all over Asia and globally.
Problem Statement: Molten plastic is very sticky. This causes a problem in equipment in polyolefin plants during product changeover or scheduled maintenance. Some equipment like the low pressure separator, for example, takes too long to clean. There is a risk of product contamination if cleaning is inadequate before a product changeover.
Molten plastic is very sticky. This causes a problem in equipment in polyolefin plants during product changeover or scheduled maintenance. Some equipment like the low pressure separator, for example, takes too long to clean. There is a risk of product contamination if cleaning is inadequate before a product changeover.
Solution:
Ami Polymers coated the low pressure separators with PTFE 80um coating.
Results/ Impact:
The coating provided a good non-stick functionality and eased maintenance and product changeovers. This plant equipment has been operational for over 15 years now.
Problem Statement: At polyolefin plants, if the extruded product will be used for the food or pharma industry, then plant operators now prefer to have Food and Drug Administration (FDA) approved coating on the hoppers and/or storage vessels in the plant.
At polyolefin plants, if the extruded product will be used for the food or pharma industry, then plant operators now prefer to have Food and Drug Administration (FDA) approved coating on the hoppers and/or storage vessels in the plant.
Solution:
Ami Polymers provided a solution with food grade PFA/ ETFE coating. Our technology can ensure that nothing will etch out of the coating into the product.
Results/ Impact:
Client is able to use fluoropolymer coated vessels for producing food grade plastics.
 Problem Statement:
Problem Statement:
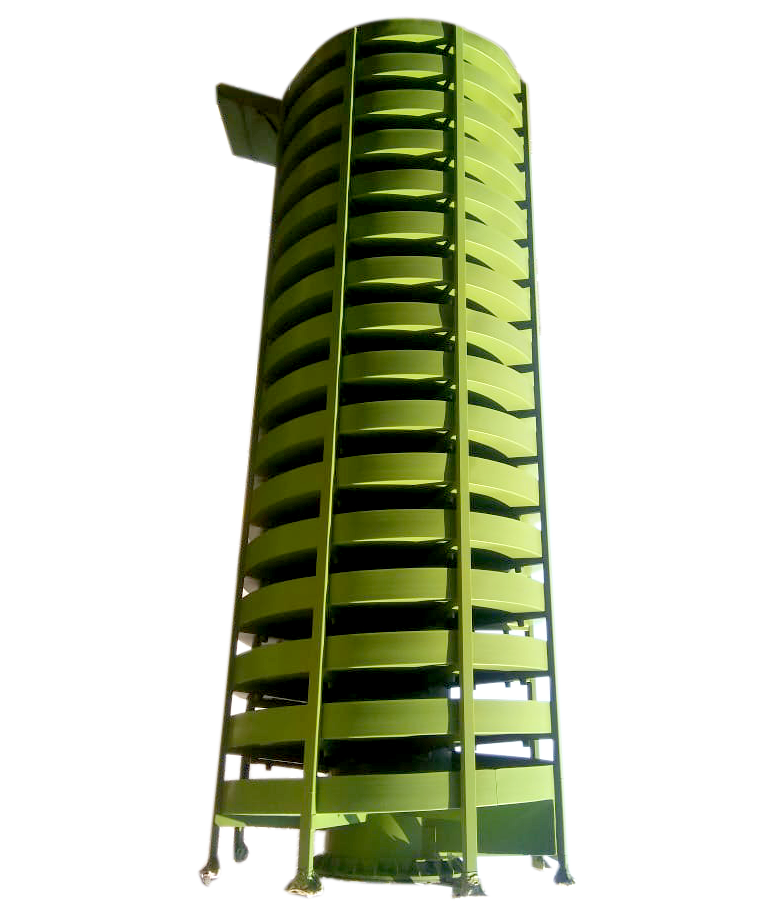
At a PBR (Polybutadiene Rubber) plant, hot rubber (at 70C to 80C) is cooled down as it moves from bottom to top in a spiral elevator. The spiral had repeated performance issues due to wet rubber sticking to it and blocking the movement of product. This adversely impacted the unit uptime and the plant throughput.
Solution:
The 2.5m X 8m tall spiral elevator was coated with PFA to provide non-stick properties. This prevented the wet rubber from directly adhering to the metal of the conveyor and thus facilitated a smooth, continuous movement of product in the spiral.
Results/ Impact:
After coating with PFA, unplanned downtime due to product sticking was mitigated. The unit has been in operation without any blockage issues for over 7 years. Customer placed subsequent orders for similar units in other plants based on the success of Ami Polymer’s coating solution.
 Problem Statement:
Problem Statement:
Paddle dryer is employed at a client’s chemical manufacturing plant to dry out wet sludge. Paddle and base heat up the sludge as it is transferred through the dryer. At the dryer inlet, the sludge is extremely sticky due to the high moisture content (~70%) and adheres to the paddles. This reduces heat transfer within the dryer and wet powder is obtained at the outlet. Due to its higher viscosity, more energy is consumed to move this wet powder through the dryer. And the abrasive nature of the sludge accelerates the wear and tear of the paddles. Hence, frequent, lengthy downtime is needed to remove the sticky sludge from the dryer paddles.
Solution:
The three problems noted above were resolved by coating the dryer paddles with PFA conductive coating. Due to the non-stick coating, there is no adhesion of wet powder. Heat transfer is improved and dry powder is obtained at the outlet. Power consumption and downtime also reduced significantly yielding a more continuous operation and higher product throughput.
Results/ Impact:
Due to the benefits from PFA coating, the paddle dryer throughput increased by over 10% while the energy consumption of the dryer reduced!